Проектирование электроники, ее производство и применение.
Обзоры программ и технологий. Описание принципов работы электронных компонентов. Принципиальные схемы и макеты печатных плат.
Электронные модули собранные по технологии поверхностного монтажа (Surface Mount Technology, SMT) состоят в основном из пассивных чип-компонентов (SMD), таких как резисторы, конденсаторы и катушки индуктивности.
Название размеров компонентов получены из их значений как для метрической, так и для имперской (дюймовой) системы.
В типоразмере чип-компонента (SMD-компонента) указываются только их длинна и ширина.
В основном для обозначения размеров чип-компонентов используется именно дюймовая система.
Раскопал листок из ТТП, который делал на заводе с навигационным названием. Возможно, кому-нибудь придется оформлять похожие документы, поэтому ниже привожу текст от 2009 года. Текст старый — не забудте проверить актуальность приводимых документов и их версий.
Основные положения
Данный типовой технологический процесс (ТТП) разработан на основе РД 107.460000.019-90, ОСТ 107.460092.017-89, ОСТ 107.460092.024-93, ОСТ 11 073.062-2001, IPC J-STD-601D, IPC/EIA J-STD-005, IPC/EIA J-STD-006, IPC-A-610D.
По данному ТТП производиться сборка и монтаж компонентов, предназначенных для поверхностного монтажа, на печатные платы.
ТТП определяет последовательность выполнения операции, содержит сведения о необходимом оборудовании, оснастке, инструменте, а также определяет требования безопасности.
При выполнении операций необходимо руководствоваться требованиями по защите компонентов и изделий от статического электричества в соответствии с ОСТ 11 073.062-2001.
При выполнении операций с влагочувствительными компонентами необходимо руководствоваться правилами по обращению с влагочувстительными компонентами и стандартами IPC/JEDEC J-STD-020C и IPC/JEDEC J-STD-033B.1.
Для хранения и транспортировки комплектующих и готовых узлов использовать тару антистатическом исполнении.
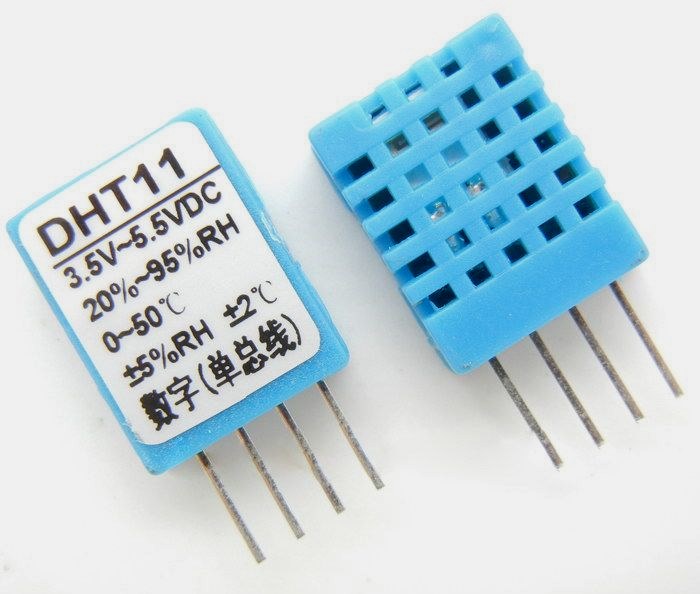
Это простой и недорогой датчик для определения температуры и влажности, который отлично подходит для обучения. Большая часть написанного подойдет и для аналогичных датчиков DHT22 и AM2301.
Датчик включает в себя:
термистор для измерения температуры;
емкостной датчик влажности;
8-разрядный микроконтроллер с АЦП для вывода значений температуры и влажности в виде последовательных данных.
Он откалиброван на заводе-изготовителе и, следовательно, легко взаимодействует с другими микроконтроллерами.
Однопроводный последовательный интерфейс делает системную интеграцию быстрой и простой. Его небольшой размер, низкое энергопотребление и передача сигнала до 20 метров делают его лучшим выбором для различных применений.
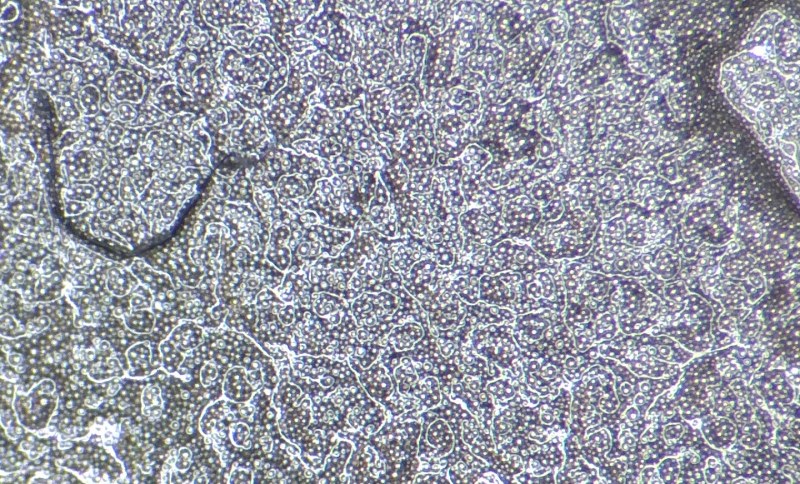
Решил проверить состояние старой банки с пастой, а заодно сделал фото для желающих посмотреть, что же такое паяльная паста.
Это низкотемпературная бессвицовая паяльная паста на основе оловяно-висмутого сплава. Черная закорючка слева — это мусор. Шарики размером от 25 до 45 микрон.
Я не дружу с этим оператором, поэтому пришлось предпринимать определенные шаги.
Рецепт взят с 4PDA и оказался рабочим. Поскольку телефон продолжает жить оставлю его здесь с небольшой редактурой и комментариями.
Заходим в инженерное меню. Для этого тыкаем кнопку набора номера и вводим комбинацию *#*#9981#*#*
Появившееся меню мотаем в самый низ до пункта Set IMEI и выбираем его.
Записываем куда-либо цифры которые там видим в двух полях (SIM1 IMEI и SIM2 IMEI), чтобы потом ими воспользоваться.
Вводим в верхнее поле (SIM1 IMEI) код 123456789012345 и жмем под ним кнопку Set IMEI.
В появившемся окошке жмем Cansel. Перезагрузка потребуется позже.
Вводим в нижнее поле (SIM2 IMEI) код 123456789054321 и жмем под ним кнопку Set IMEI.
В появившемся окошке жмем Ok. Телефон перезагрузится.
Выключаем телефон и вставляем нужную сим-карту. Возможно, ее можно вставить сразу, но я делал в таком порядке.
Включаем телефон и после его загрузки вводим в поле на верху разблокировочный код 7128850291.
Жмем слева на экране кнопку Разблокировать. Телефон опять перезагрузится.
Повторяем пункты 1—2, 4—7, но при этом вводим записанные в пункте 3 значения.
Автор комбинации предлагал потом проверить, действительно ли записанные IMEI в телефоне соответствуют значениям на наклейке, но я этого не делал, и так все работает
Кто хочет пойти этим путем знайте, что все делаете на свой страх и риск. Телефон в виде кирпича для строительства не подходит.
Уже далеко не первый раз в статьях образованных людей тесно связанных с IT-индустрией я вижу словосочетание «Силиконовая долина».
Silicon valley — Кремниевая долина.
В Силиконовой долине делают фальшивые сиськи, разную смазку и формочки для выпекания, а на самом деле там снимают порнофильмы (см. долина Сан-Фернандо). Микроэлектронику разрабатывают и производят в Кремниевой долине.
Тем, кто будет утверждать что названия не переводят, сразу возражу, что есть названия со смыслом, которые надо переводить.
Сравните: silicone — силикон, silicon — кремний.
Разница в одной букве, а на выходе можно получить высокопроизводительные четырехядерные сиськи.
Состав оборудования в линии для поверхностного монтажа электронных компонентов выбирается исходя из технологических задач и возможностей кошелька. Для примера я приведу вот такую линию.
Рис. 1. Пример линии для поверхностного монтажа.
Поз.
Наименование
Назначение оборудования
1
Загрузчик печатных плат в линию из кассеты
Предназначен для загрузки плат в линию из кассет (магазинов). В кассету платы укладывает оператор или автоматический разгрузчик линии.
2
Загрузчик печатных плат в линию из стопки
Предназначен для упрощения операции загрузки плат, т.к. не требуется предварительная укладка плат в кассеты. При использовании требуется обращать внимание на то, чтобы между печатными платами в стопке не было ничего проложено (например бумаги).
3
Трафаретный принтер для нанесения паяльной пасты
Предназначен для нанесения паяльной пасты на контактные площадки печатной платы через трафарет.
4
Промежуточный конвейер
Предназначен для проведения визуального контроля качества нанесения паяльной пасты на печатную плату и удобства при настройке оборудования и корректировке технологического процесса.
5
Автоматический установщик компонентов
Предназначен для установки компонентов для поверхностного монтажа на печатную плату. Компоненты подаются в установщик в лентах, паллетах, пеналах, а при наличии соответствующих модулей, возможна подача компонентов россыпью.
6
Контрольное место оператора линии
Предназначено для проведения визуального контроля качества установки компонентов, а также, при необходимости, для до установки компонентов, которые невозможно установить автоматически.
7
Печь оплавления припоя
Предназначена для проведения процесса оплавления припоя по заданному температурному профилю. (На заметку: температурный профиль — это зависимость температуры от времени.)
8
Промежуточный конвейер
Предназначен для удобства настройки оборудования, а также отделяет следом стоящее высокое оборудования от потока горячего воздуха из печи.
9
Установка переворота плат в линии
Предназначена для переворота плат до их загрузки в магазин при двустороннем монтаже. Это позволяет исключить ручной переворот плат для последующего монтажа.
10
Разгрузчик печатных плат в кассеты
Помещает смонтированные платы из линии в кассеты. Применение кассет позволяет использовать вертикальное хранение плат без возможного повреждения установленных компонентов.
В этом примере не указаны такие такие элементы, как автоматический дозатор, АОИ, устройство очистки плат, конвейерные разделители линий, буферы и порталы, а также прочие плюшки. О них лучше говорить отдельно.
Если вы постоянно собираете платы с двухсторонним монтажом компонентов и вам хватает длины помещения для постановки двух линий подряд, вы можете окончить первую линию переворотчиком плат, за ним поставить конвейер с принудительным охлаждением и сразу начать вторую линию с принтера для паяльной пасты.
Почему я это написал? Потому что я работаю с такой линией, а картинку выше рисовал для инструкции.
1.2 Импортируем гербера платы / мультизаготовки. File → Import → AutoImport... В левой части окна выбираем нужную папку с gerber-файлами. Выбираем параметр Metric если проект создан в метрической системе. В этом же окне при необходимости можно отключить ненужные слои. Жмем кнопку Finish.
Эта моя старая статья, которая висела тут примерно в 2012–2015 годах. Дата публикации указана на основе первого упоминания на web.archive.org.
Введение
Все электронные компоненты являются в разной степени чувствительными к влаге, содержащейся в окружающей среде. Влага со временем проникает в корпуса компонентов и накапливается в пустотах и микротрещинах. Этот процесс в меньшей степени влияет на компоненты для навесного монтажа и должен быть обязательно учтен при работе с компонентами для поверхностного монтажа.
Проблема влагочувствительности компонентов проявляется в процессе пайки как в автоматизированном, так и в ручном варианте. В автоматизированном процессе монтажа температура корпусов компонентов на некоторое время превышает значение 200°С. Это касается и пайки в печах оплавления, и пайки волной припоя. В этот момент вода, накопленная в корпусе компонента, закипает, и давление пара в пустотах резко возрастает, что приводит к растрескиванию компонента, и возможному выходу его из строя. При ручном монтаже компонентов, так же возможен сильный нагрев корпусов компонентов, например, при использовании установками пайки горячим воздухом.